






全自動打包帶變形的原因和解決方案 1.聚合物材料的蠕變是捆扎帶變形的主要原因。 捆扎帶撓曲的原因很多,但原則上是聚合物材料的蠕象。 當捆扎帶纏繞時,由于橫向纏繞應力的恒定作用,在***溫度下,聚分子鏈逐漸發生構象位移,分子鏈的方向發生了重排,但由于分子鏈之間的摩擦, 它不能立即完成變形。 因此,該分子或材料的變形隨時間逐漸增加,直到形成穩定的結構為止,這使帶變形并產生撓曲。 在這方面,我們應嘗試改變聚合物的結構,改善分子鏈的取向和帶的抗蠕變性。 2.填料量不正確。 添加適量的填料不僅有助于降低生產成本,而且還可以提高捆扎帶的剛度并提高抗蠕變性。 在正常情況下,增加填充物的量會減少皮帶的撓度,但是過量添加填充物會影響正常生產并破壞皮帶的物理和機械性能。 在實際生產中,建議根據聚材料的性能添加8%至12%(質量百分比)的填料。 如果使用無規聚作為填料,則應采用下限。 3.拉伸比控制不當。 拉伸比是捆扎帶生產過程中關鍵的工藝參數。 增加拉伸比可以大大減小撓度。 這是因為當拉伸比增加時,聚合物鏈上的拉伸力增加,分子鏈將整齊緊密地排列在一起,從而改善了聚合物鏈的取向和聚合物材料的抗蠕變性,減少了高彈性變形和 塑性變形。 然而,拉伸比不能地增加。 由于原料性能的影響,過度的拉伸比將給成型帶來困難。 通常,拉伸比為1:9。





PP打包帶怎么用? PP打包帶,材質:聚拉絲級樹脂,因其可塑性好,斷裂拉力強,耐彎曲疲勞,密度小,拉伸沖擊性能佳,使用方便等優點,現已在各領域中廣泛作用。 打包帶是一種廣泛被使用的消耗型包材。打包帶的分類很多,但今天介紹的是另類分類,下面我們來了解一下吧,看PP打包帶的五種另類分類到底是什么呢? 1、從使用的范圍可分為包裝用打包帶和工藝品帶。 2、從產品的品質來分可分為透明B級,AB級,B級,BC級以及C級等。 3、從使用的機器來分可分為手打帶,機打帶(又分為全自動機打帶和半自動機打帶)。 4、從生產的PP料質可分為包芯帶和實芯帶。 5、其他還有分印字帶和不印字帶等等。 PP打包帶的正確使用方法 我們工作人員在使用打包帶的時候,我們操作是否正確呢?下面我們就來了解一下打包帶的正確使用方法。 1、 將打包帶左端彎曲,插入打包扣,后將左側固定桿折入打包帶內拉緊。 2、 右手持打包帶繞過包裝物,將打包帶右端彎曲插入打包扣,將左側固定桿折入打包帶內。 3、 左手固定打包扣,右手按住打包帶右端用力將打包扣拉緊。 4、 后持剪刀將打包帶剪斷。

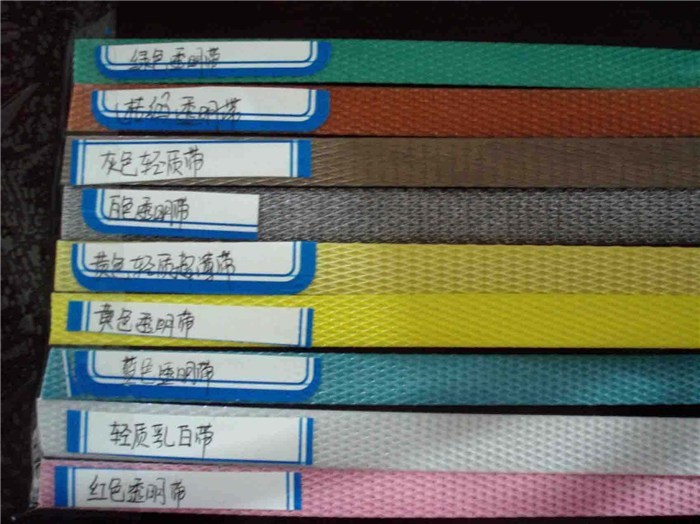
透明打包帶在使用時出現斷裂的原因 在使用打包帶的過程中,部分包裝帶的粘合點經常出現裂紋現象,在使用過程中,物品的包裝受到很大阻礙的情況下,為什么會出現裂紋現象,下面小編就帶大家具體的分析一下子。 打包帶的彈性好,強度高,耐水性好,耐化學性好,輕便柔軟,可以用手綁,用機器綁。使用方便,成本低廉,可制作紅、白、藍、黃、綠、等顏色,不同等級的物品按顏色捆扎,易于區分商品等級,提高配送效率。除了紙箱上使用的封箱外,還可以捆材料或水果等。 滌綸和尼龍束帶具有良好的抗拉強度,聚乙烯和聚束帶成本低,聚的彈性好,可以根據需要選擇其他材料的束帶。 透明打包帶根據使用方法分為機器皮帶(j型)和驗收皮帶(s型)兩類。 這個問題可能是因為打包機的溫度等不合適,所以生產時調節溫度比較好,也可能是打包機上的青銅污物形成的現象,生產時打包機上的銅牌偏移,打包機的中間刀片下軸承變形了。作業中不在打包機待歸還,而是向下移動東西。


 在線客服
在線客服 15055312917
15055312917 1615703971@qq.com
1615703971@qq.com


